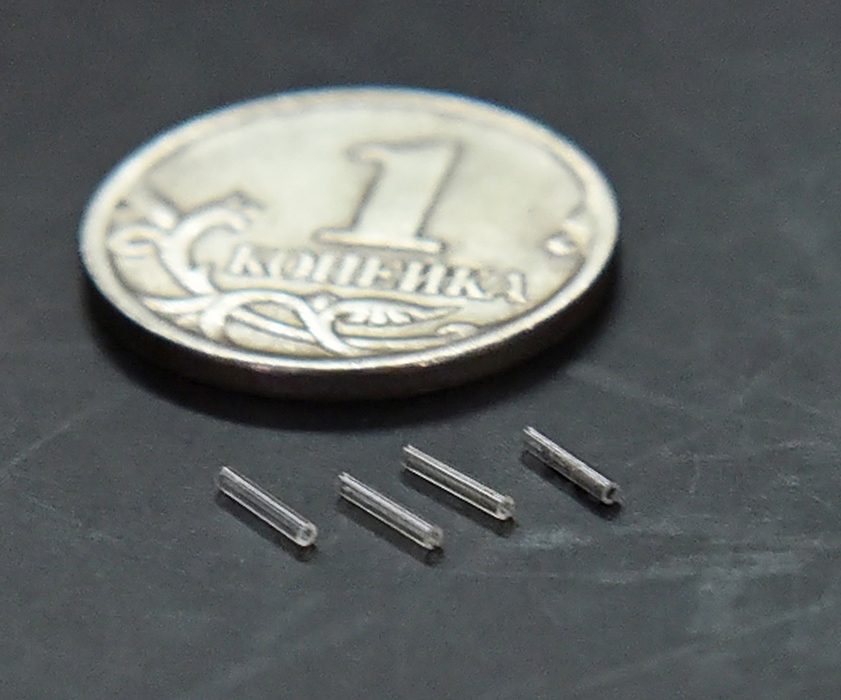
На Арзамасском приборостроительном заводе имени П.И. Пландина началось освоение новой детали для одного из изделий спецтехники. В цехе №50 изготовлена первая партия. Речь идет о капилляре 14-01, который используется при сборке акселерометра.
Деталь очень маленькая – длиной всего 4 мм. Нарезается она из тончайшей стеклянной трубки толщиной 0,7 мм.
– Ранее эта деталь закупалась у сторонних организаций, но при освоении акселерометра решили ее изготавливать сами, – комментирует начальник отдела службы главного технолога (СГТ) Алексей Прусаков. – Мы пытались перенять особенности обработки у разных производителей стеклянных трубок. Но все, кто занимается стеклом, не берутся работать с такой мелочёвкой. Поэтому руководством предприятия было принято решение о разработке техпроцесса изготовления капилляров с заимствованиями от бывших поставщиков.
В цехе №65 изготовили оснастку. Техпроцесс разработали специалисты СГТ во главе с начальником группы Павлом Червяковым. Основная задача – провести резку стекла и добиться требуемой точности, чтобы при дальнейшей шлифовке на краях капилляра не образовывались сколы.
– Процесс обработки детали весьма трудоемкий, – говорит Павел Червяков. – Он разбит на несколько стадий и достаточно длительный, что оправдано хорошим качеством на конечном этапе.
Отработка техпроцесса по изготовлению стеклянных капилляров идёт в цехе №50. Работа эта практически ювелирная, требует особой аккуратности от исполнителя на всех стадиях техпроцесса. Вначале необработанные заготовки закрепляются на специальной планке и покрываются смолой. После сушки они поступают на шлифовальный участок для нарезки на трубочки длиной 5 мм (с небольшим запасом). Затем эти капилляры подвергаются ультразвуковой чистке. Чистые детали снова заливаются лаком и идут на доводку, отшлифовываются в размер. И снова отмываются от лака. Впоследствии капиллярные трубочки будут проходить химическую обработку в ЦЗЛ, этот процесс пока на стадии разработки.
– Пробная партия получилась хорошего качества, – говорит Павел Червяков. – Теперь мы переходим на стадию изготовления данных деталей без дополнительного технологического контроля со стороны специалистов СГТ.
В планах выпуск данных капилляров порядка 300-500 в месяц.
Пресс-служба АО «Арзамасский приборостроительный завод имени П.И. Пландина»
На снимке: отработку техпроцесса нарезания стеклянных капилляров ведут шлифовщик цеха №50 Евгений Емельянов и начальник технологической группы зубчатых и резьбовых конструкций СГТ Павел Червяков.